不锈钢薄片焊接设备 不锈钢薄片激光焊接机 薄片自动焊接机产品详情
- 激光波长:1064nm
- 控制系统:CNC2000
- 冷却系统:水冷
- 激光类型:YAG
- 工作台行程:300X400 可定制
- 品牌:其他
- 作用原理:脉冲激光
- 激光发生器:钇铝石榴石激光器焊机
- 控制方式:数控
- 保护气体:有
- 电源类型:交流电源
- 作用对象:金属
- 型号:ZXL-200
- 激光焊接深度:0.1-2.5mm
- 定位精度:0.0001mm
- 快进速度:0-20000mm/s
- 焦斑直径:0.1mm
- 激光焊接深度:0.1-2.5mm
- 激光器上下行程:110mm
- 连击时激光焊接频率:1-100HZ连续可调
- 最大激光功率:250W
- 最大平均功率:200W
- 工作电压:380V
- 用途:焊接
- 外形尺寸:600X700X1200
- 重量:250KG
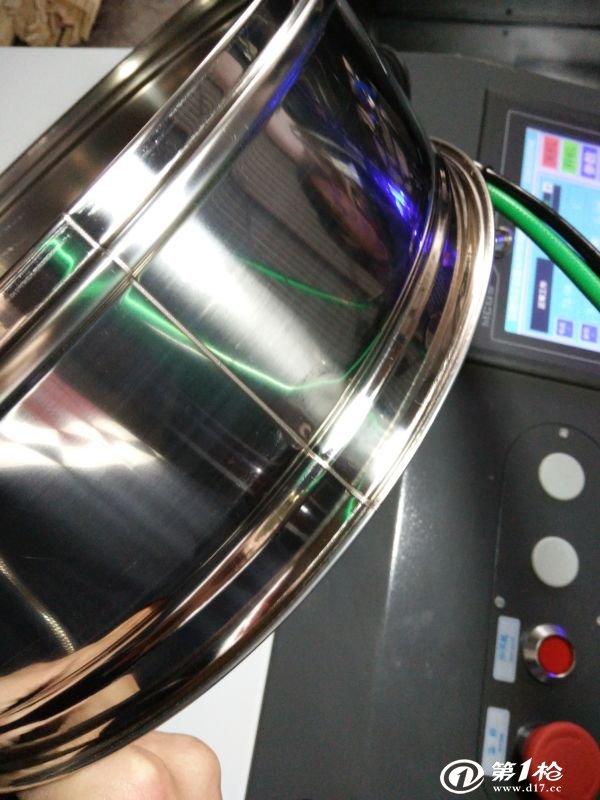
近年来,超薄不锈钢片、管等材料在医疗器械、工业品及日用器皿中的使用越来越广泛。对于这些超薄不锈钢材料的焊接,也提出了更加苛刻的要求。由于材料的厚度太薄。焊接的难度显著*,目前,通常采用电阻焊方法(主要有点焊和缝焊)。但由于电阻焊时热输入大。很容易导致材料产生变形。在很多情况下会影响器件的使用和外观的美观。钨*****弧焊虽然是焊接不锈钢的合适方法,但是该焊接方法对于不锈钢薄片难度很大。
与传统焊接相比,小功率脉冲激光缝焊具有功率密度高、能量集中、热输入小、焊缝窄和变形小等优点,而且激光束聚焦后可获得很小的光斑,能精密*,这些特点使得激光缝焊比其他焊接方法更适合于小尺寸工件的焊接。对于超薄不锈钢材料的激光焊接,由于材料很薄,很容易汽化穿孔,要想得到一条连续的、无烧穿的焊缝。关键是对参数的*控制。
影响到激光焊接质量的主要参数有焊接电流、脉冲宽度、脉冲频率等,其影响效果主要如下:
(1)随着电流的*,焊缝的宽度*,焊接过程逐渐出现飞溅,焊缝表面出现氧化现象,并有粗糙感。
(2)随脉冲宽度的*,焊缝的宽度也在*。脉宽的变化对不锈钢超薄板激光焊接的效果影响非常显著。脉冲宽度的微小*,都可能导致试样被氧化和烧穿。
(3)随脉冲频率的增加,焊点重叠率*,焊缝宽度先*。后基本保持不变。在显微镜下观察,焊缝越来越光滑美观。但脉冲频率增加到一定值时,焊接过程飞溅严重,焊缝变得粗糙,并且焊接件的上下表面都出现氧化现象。
(4)超薄板材料的激光焊接适宜采用正离焦,在相同离焦量的情况下,正离焦激光焊得到的焊缝表面比负离焦时要光滑美观。

使用方法:
激光焊接机采用全电脑控制,学习简单,普通操作工人两天内即可上机操作,另外我们会提供设备的详细配置单和完善的*培训服务,保证让客户的操作人员在****短时间内掌握设备的使用方法。
*和维修:
激光焊接机的使用环境要相对清洁*,通风良好,无明显震源。*周期可根据我们提供的设备*表进行定期*即可,我们提供快捷完善的售前售后服务,设备出现问题珠三角地区8小时内到达解决问题,外地****迟不超过24小时,公司20 多人的售后服务团队全国流动式服务,就近派遣。
与传统焊接相比,小功率脉冲激光缝焊具有功率密度高、能量集中、热输入小、焊缝窄和变形小等优点,而且激光束聚焦后可获得很小的光斑,能精密*,这些特点使得激光缝焊比其他焊接方法更适合于小尺寸工件的焊接。对于超薄不锈钢材料的激光焊接,由于材料很薄,很容易汽化穿孔,要想得到一条连续的、无烧穿的焊缝。关键是对参数的*控制。
影响到激光焊接质量的主要参数有焊接电流、脉冲宽度、脉冲频率等,其影响效果主要如下:
(1)随着电流的*,焊缝的宽度*,焊接过程逐渐出现飞溅,焊缝表面出现氧化现象,并有粗糙感。
(2)随脉冲宽度的*,焊缝的宽度也在*。脉宽的变化对不锈钢超薄板激光焊接的效果影响非常显著。脉冲宽度的微小*,都可能导致试样被氧化和烧穿。
(3)随脉冲频率的增加,焊点重叠率*,焊缝宽度先*。后基本保持不变。在显微镜下观察,焊缝越来越光滑美观。但脉冲频率增加到一定值时,焊接过程飞溅严重,焊缝变得粗糙,并且焊接件的上下表面都出现氧化现象。
(4)超薄板材料的激光焊接适宜采用正离焦,在相同离焦量的情况下,正离焦激光焊得到的焊缝表面比负离焦时要光滑美观。
使用方法:
激光焊接机采用全电脑控制,学习简单,普通操作工人两天内即可上机操作,另外我们会提供设备的详细配置单和完善的*培训服务,保证让客户的操作人员在****短时间内掌握设备的使用方法。
*和维修:
激光焊接机的使用环境要相对清洁*,通风良好,无明显震源。*周期可根据我们提供的设备*表进行定期*即可,我们提供快捷完善的售前售后服务,设备出现问题珠三角地区8小时内到达解决问题,外地****迟不超过24小时,公司20 多人的售后服务团队全国流动式服务,就近派遣。
“不锈钢薄片激光焊接机”其他说明
| 产品名称:不锈钢薄片激光焊机 | 型号:AXL-200W |
| 用途:焊接 | 电流:交流 |
| 作用对象:各类金属 | 作用原理:脉冲 |
| 激光波长:1064um | 焦斑直径:0.1-2.0mm |
| 激光焊接深度:0.1-0.8mm | 脉冲频率:1-100HZ |
| 平均功率:200W | ****大功率:250W |


未经允许不得转载:
胜展网 »
【不锈钢薄片焊接设备 不锈钢薄片激光焊接机 薄片自动焊接机_激光焊机】_价格_厂家_批发
相关文章
-

【孕产妇导乐分娩凳 PU面不锈钢制品_其他母婴用品】_价格_厂家_批发
-
【伟天盛不锈钢酒柜 不锈钢红酒柜 不锈钢恒温酒柜 厂家定制_酒柜】_价格_厂家_批发
-
【广州厂家供应激光仪_其他生活电器】_价格_厂家_批发
-
【半球1.8升不锈钢电热水壶批发 跑江湖特价产品_电热水壶/杯】_价格_厂家_批发
-
【江西赣州定制户外不锈钢餐饮车多功能小吃车房车油炸麻辣烫煎饼车_其他休闲与焙烤食品】_价格_厂家_批发
-
【优选悦达网链,天津不锈钢链板,304厂家不锈钢链板_女泳装】_价格_厂家_批发
-
【地热网片排焊机|地热网片排焊机价格|地热网片排焊机厂家_运动鞋】_价格_厂家_批发
-
【Fixtur-laser LET500智能数字激光对中仪_其他无损检测仪器】_价格_厂家_批发
-
【不锈钢盘管 无缝盘管 豫沪_气体分析仪器】_价格_厂家_批发
-
【进口德国喜利得PD-E测距仪_激光测距仪】_价格_厂家_批发





